
 SRB
SRB  EN
EN 
- Material to be galvanized should be clean, without any trace of insoluble matters such as oil, grease, paint, lacquer, whitewash, welding residues, color pencil marks, etc.
- Welds must be clean and compact without slag, drops etc.
- Required technical openings must be drilled
- No paint is allowed on items.
HOW TO PREPARE MATERIAL FOR GALVANIZING
Items are galvanized in accordance with ISO 1461 which defines thickness of zinc coating in a form of a table.
| Items | Minimum local thickness of an item coating [µm ] | Minimum local thickness of an item coating [µm ] |
| Steel > 6mm | 70 | 85 |
| Steel >3mm≤6mm | 55 | 70 |
| Steel ≥1,5,mm≤3mm | 45 | 55 |
| Steel <1,5,mm | 35 | 45 |
| Castings ≥6mm | 70 | 80 |
| Castings <6mm | 60 | 70 |
- Table 1 Minimum and average zinc coating thickness over items
| Steel pipes [mm] | The smallest Ø of opening [mm] |
| Round Square Rectangular | Openings in both ends must be immediately next to a weld site |
| 15 15 20x10 | 6 |
| 20 20 30x15 | 8 |
| 30 30 40x20 | 10 |
| 40 40 50x30 | 12 |
| 50 50 60x40 | 16 |
| 60 60 80x40 | 20 |
| 80 80 100x60 | 20 |
| 100 100 120x80 | 25 |
| 120 120 160x80 | 25 |
| 160 160 200x120 | 32 |
| 200 200 260x140 | 32 |
-
- Table 2 Recommended smallest dimensions of openings for deaeration / bleeding according to EN 1461
-
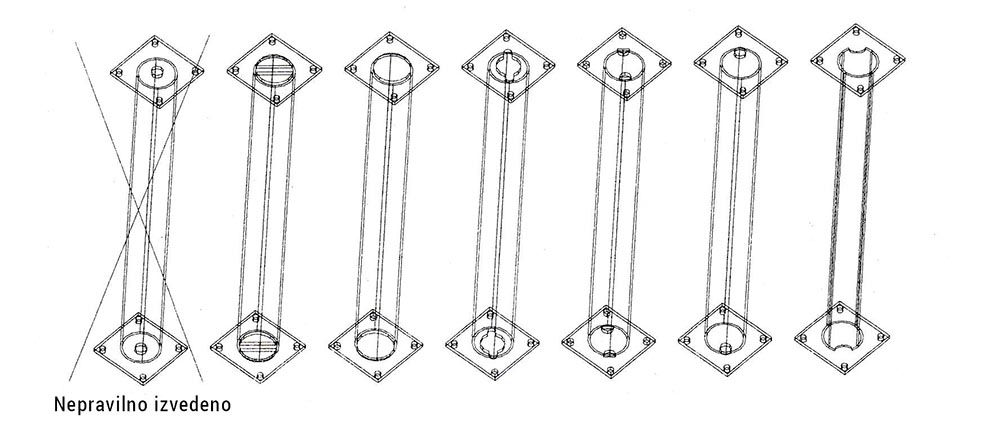
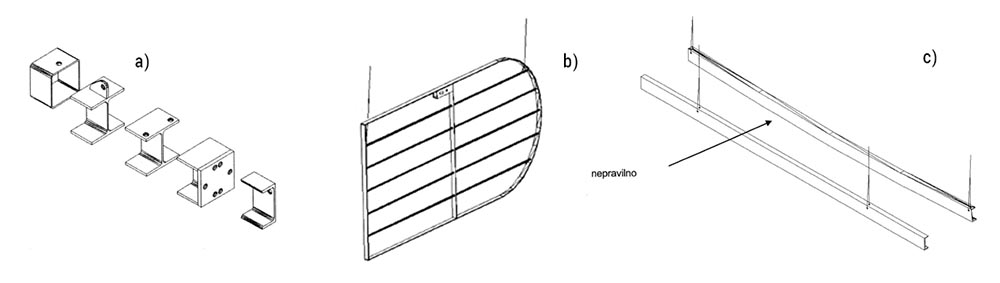
Figure: Incorrectly executed
-
Figure 1 Examples of openings for deaeration / bleeding in closed pipes
- It can be seen that openings and holes are made next to weld edges, i.e. next to closed space edges.
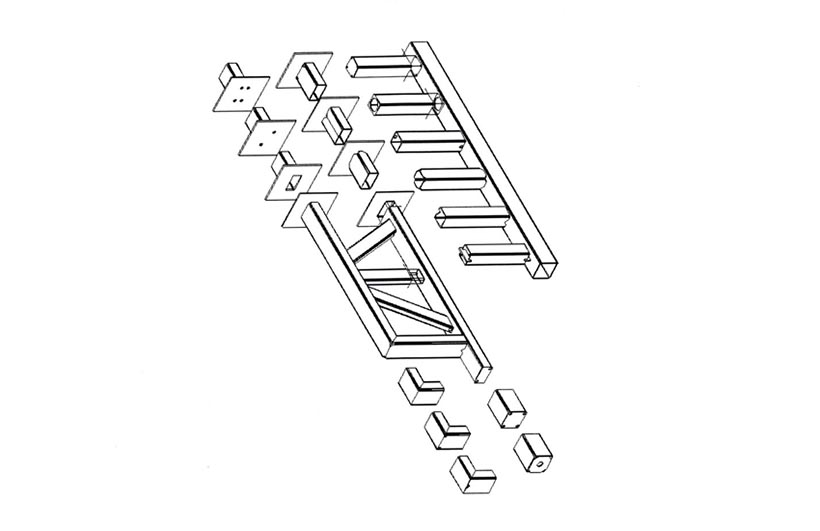 Figure 2 Closed pipe structures with square cross-section
Figure 2 Closed pipe structures with square cross-section

- Figure 3 a; b: Closed pipe structures with round cross-section
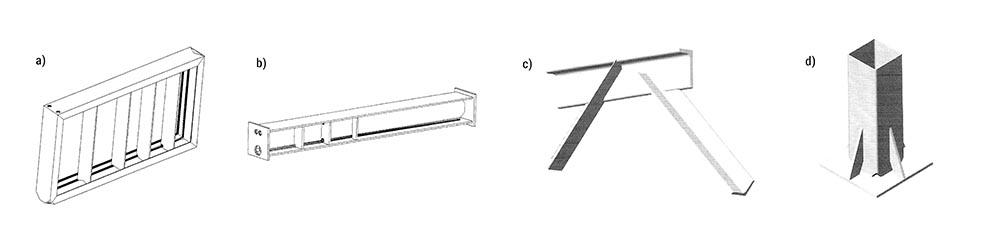
- Figure 4 a, b, c, d: An example of a correctly made opening for deaeration and bleeding in steel structures
- Example d) In larger structural elements, one should take care that, during a galvanization process, considering possibly larger surface to be galvanized and taking into account that the higher the dimensions, the higher is surface roughness, large amount of ash may be produced and it has to come out onto the surface. Accordingly, such elements have to be thoroughly inspected prior galvanization in order to determine required quality and suitability of made openings and holes.
-
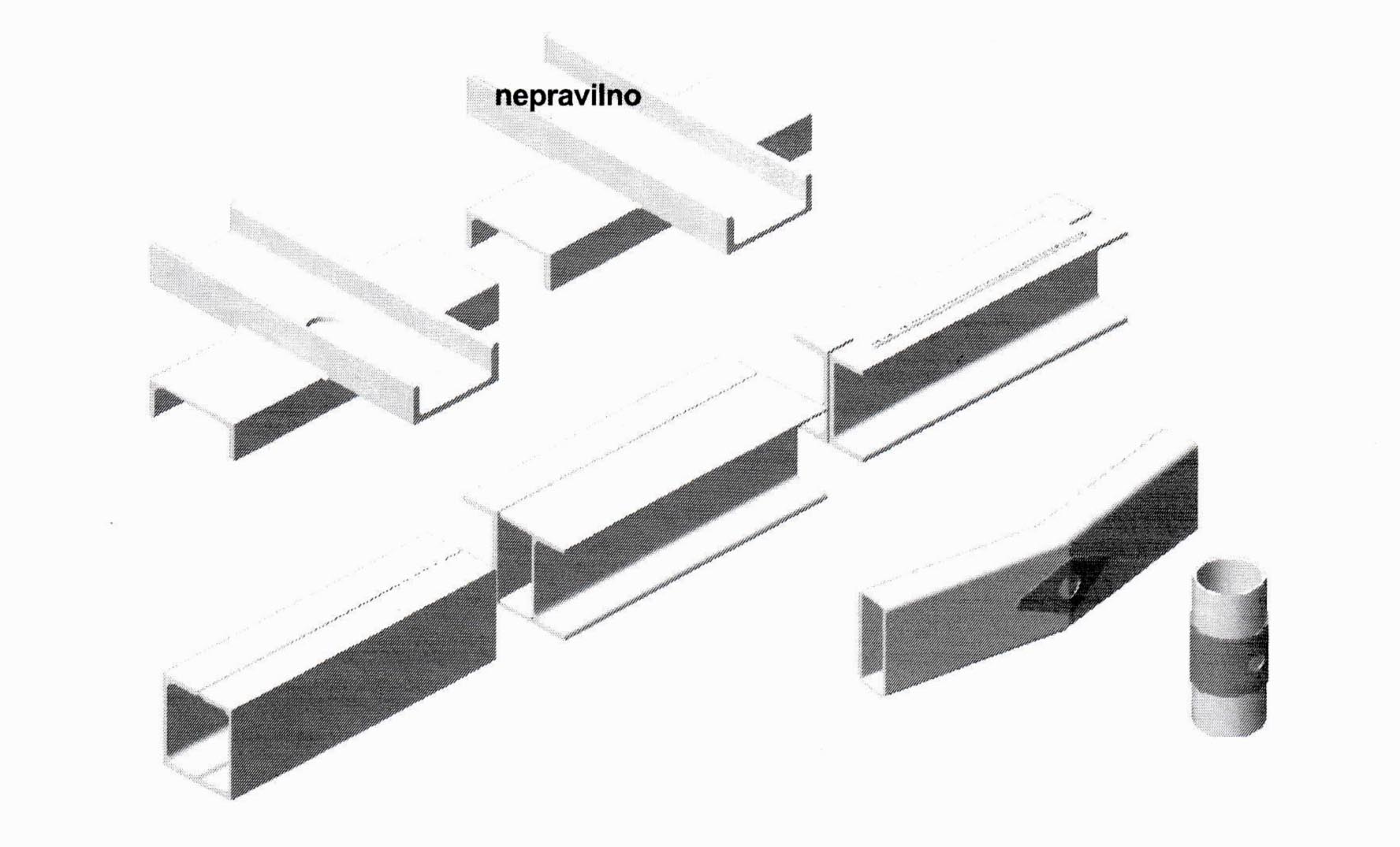
Incorrect
-
Figure 5 Examples of correct overlapping, joints made by overlapping and correct distances between joined elements of the structure
-
Here, only some of the most frequent cases when overlapped surfaces create dangerous pockets are presented, i.e. ways in which these are secured against explosion. For distances between single elements the following applies: the smallest possible admissible distance between two elements of the joint, which is to be galvanized, cannot be less than 4mm.

- Figure 6 An example of deaeration and bleeding of closed vessels
- In closed vessels, there is a general rule for arrangement of technological holes (at end plate edges of closed surfaces). Possibly installed inlet and outlet pipes have to follow this rule, while ends of these pipes cannot enter interior of a vessel for more than one thickness of pipe wall at maximum. Pipes and openings have to be arranged in a way to enable simultaneous evacuation of burned flux, smoke and dust, and to disable creation of air pockets.
-
Figure 7 a; b; c; Ends and defining a method for suspension
-
A location of holes for hanging elements onto the beam have to ensure tight and reliable acceptance and good handling, and as less as possible imprints and traces on the future galvanized surface. Although these imprints do not mean poor quality and are not a subject of reclamation, these may considerably impair good appearance of the product.

-
Figure 8 Examples of supporting for avoiding deflections due to internal stresses